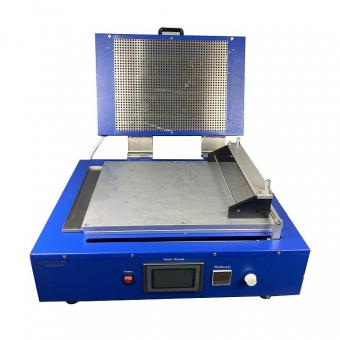
Equipment Introduction
This equipment integrates the production and winding functions of lithium battery cells; At the welding tab of the positive and negative electrode pieces of the battery to be tested, the tab shall be cut in the production process (the length of the cutting tab can be adjusted), and the tab shall be welded by the ultrasonic welder and pasted with protective tape. After the production process is completed, the equipment will automatically wind the electrode and separator, and paste the termination glue. The wound jelly roll is transmitted through the transfer mechanism. The transfer process includes such mechanisms as cell hot hole, short circuit detection and rejection of defective products to prevent defective products from flowing into the next process.
Specifications of materials for operation:
|
|
NO. of hanging shafts
|
Width
(mm)
|
Thickness
(μ)
|
Length
(mm)
|
Material Max
External Diameter
|
Internal Diameter
|
|
Cathode Electrode
|
2
|
55-63
|
80~300
|
600-1700
|
φ500
|
φ76.2
|
|
Anode Electrode
|
2
|
57-64
|
80~250
|
600-1700
|
φ500
|
φ76.2
|
|
Separator
|
2
|
58-66
|
14~25
|
-----
|
Φ300
|
φ76.2
|
|
Cathode Tab
|
2
|
3-5
|
80~150
|
50-70
|
Φ300
|
Φ80
|
|
Anode Tab
|
2
|
3-5
|
80~120
|
50-70
|
Φ300
|
Φ80
|
|
Cathode Tab Tape
|
4
|
10~20
|
20~80
|
55-65
|
Φ200
|
φ76.2
|
|
Anode Tab Tape
|
4
|
10~20
|
20~80
|
55-66
|
Φ200
|
φ76.2
|
|
Cathode covering glue
|
2
|
10~15
|
20~100
|
9-12
|
Φ200
|
φ76.2
|
|
Termination Tape
|
2
|
15-60
|
20~70
|
---
|
φ200
|
φ76.2
|
*The above technical parameters can be changed according to customer requirements.
Specification of ultrasonic spot welding:
Brand and quantity of ultrasonic welding machine
Cathode: 2 sets
Anode: 2 sets
2) Welding spot requirements (can be adjusted according to customer requirements)
3mm for cathode × 25mm strip; 3mm anode × 4mm point shape, 4 points with a total length of 25mm;
3) Service life of welding head
Cathode welding head ≥ 1million times (double-sided);
Anode welding head ≥ 200000 times (double-sided);
The cathode and anode welding heads have two welding surfaces respectively.
Requirements for welding points: the welding mark is clear, and the welding tension in the length direction of the tab is ≥ 20N.
At least 2/3 of the positive pole is adhered with foil flesh, and at least three points of the negative pole are adhered with foil flesh.
4) Number of tabs
Cathode 1-2 tabs, Anode 1-2 tabs;
2. Electrode pasting protective adhesive process
(can be adjusted according to customer requirements)
1) Two groups of positive electrodes are pasted;
2) Negative electrode 2 groups of adhesive.
4. Needle specifications
Diameter of winding needle: 3.5mm.
The acceptance is based on 21700 battery (end of separator).
Other specifications such as 4.0 can be replaced, and corresponding specifications shall be replaced.
Equipment capacity:
Separator outsourcing production speed ≥ 22 ppm
1500mm long electrode piece (cathode 2 tabs, 2 groups of opposite glues; anode 1 or 2 tabs, 1 or 2 groups of opposite glues, diaphragm ending method, with positive pole bipolar tabs welding)
Note: "incoming materials of pole piece and diaphragm must meet the requirements of raw materials for machine operation"
Copper foil outsourcing production speed ≥ 20 ppm
1500mm long electrode piece (cathode 2 tabs, 2 groups of adhesive;anode 1 or 2 tabs, 1 group or 2 groups of adhesive, copper foil ending method, with positive pole bipolar tabs welding)
Note: "incoming materials of pole piece and separator must meet the requirements of raw materials for machine operation"
2. Planting rate ≥ 96%
Production rate = actual production quantity / (equipment production speed * actual operation time).
3. Yield ≥ 99%
Yield = quantity of good products / actual production quantity (except for material defects, positive and negative plates shall be removed along with the single roll of diaphragm during equipment production, and shall not be recorded as defective products)
 en
en fr
fr de
de ru
ru es
es pt
pt ko
ko tr
tr pl
pl th
th
































 IPv6 network supported
IPv6 network supported




