 en
en fr
fr de
de ru
ru es
es pt
pt ko
ko tr
tr pl
pl th
th




















Wechat:17720812054 Whatsapp:+86 13174506016 Email:David@batterymaking.com
- Home
- Company
- Products
- Lithium Battery Production Machine Line
- Lithium Battery Lab Pilot Machine Line
- Lithium Battery Pack Assembly Machine Line
- Sodium Ion Battery Manufacturing Line
- Supercapacitor Assembly Machine Line
- Lithium Battery Assembly Plant
- Solid-state Battery Assembly Line
- Lithium Battery Materials
- Cathode Active Materials
- Anode Active Materials
- Coin Cell Parts
- Customized Battery Electrode
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip/Foil
- Battery Tabs
- Graphene Materials
- Lithium Chip
- Lithium Ion Battery Recycling Production Line
- Lithium Battery Assembly Machine
- Battery Tester
- Battery Safety Analyser
- Battery Material Analyser
- Electrode Coating Machine
- Electrode Roll Press Machine
- Vacuum Mixer
- Coin Cell Crimper
- Coin Cell Disc Punching Machine
- Pouch Cell Sealing Machine
- Pouch Cell Stacking Machine
- Pouch Cell Forming Machine
- Pouch Cell Ultrasonic Welding Machine
- Pouch Cell Electrode Die Cutter
- Cylindrical Cell Sealing and Disassembling
- Cylindrical Cell Grooving Machine
- Cylindrical Cell Electrode Slitting
- Cylindrical Cell Electrode Winding
- Cylindrical Cell Spot Welding
- Electrolyte Injector
- NMP Waste Recovery System
- Lithium Battery Pack Machine
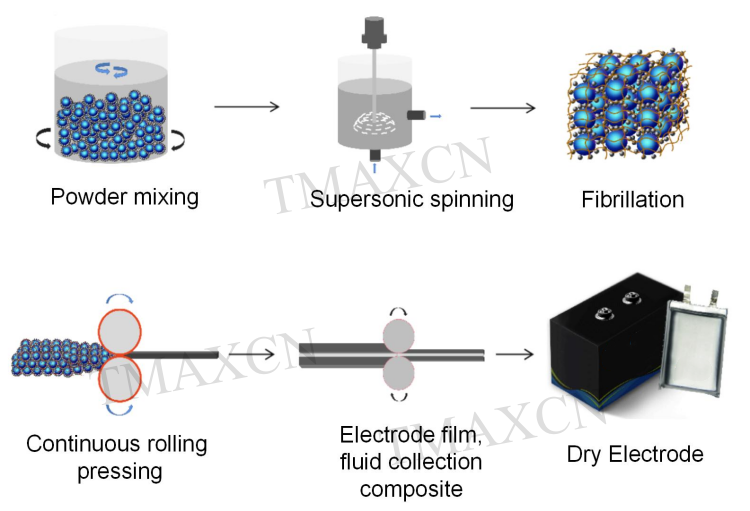
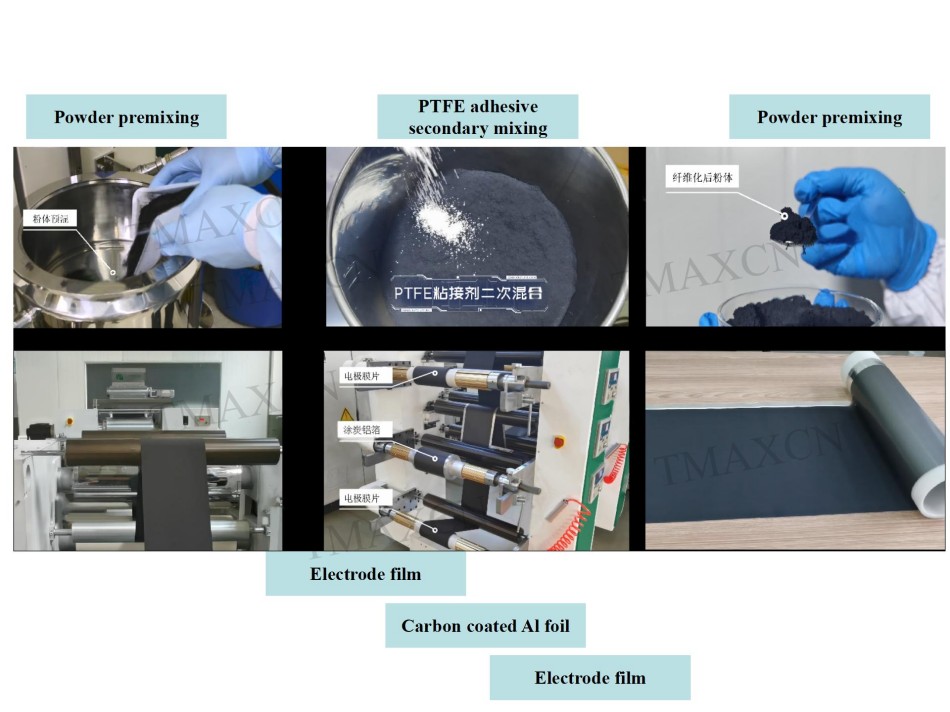
- Dry Electrode Preparation Solution
- Laboratory Machine
- Metal Foam
- Video
- Projects
- Certificates
- Contact
- COOPERATIVE CLIENTS













 IPv6 network supported
IPv6 network supported




